
In 2011, global CO2 emissions increased by 3% compared to 2010, reaching 34 billion tons. In China, per capita CO2 emissions have increased to 7.2 tons (close to the EU's per capita emissions of 7.5 tons in 2011), an increase of 9% over 2010, while the EU's CO 2 emissions in 2011 decreased by 3% compared to 2010. As the main tool for daily travel, the sales volume of automobiles has exceeded 19 million in 2012. How to reduce the emission of CO 2 from automobiles has become an important issue for all automobile manufacturers in the world.
As a small, non-cut metal parts manufacturing process, powder metallurgy is increasingly used in the automotive industry. In a car, up to 130 kinds of parts can be produced by powder metallurgy. In foreign countries, powder metallurgy production suppliers are mainly for the automotive industry, 90% of its output value comes from the automotive industry; but domestic automotive-related enterprises The metallurgical process is still relatively unfamiliar.
Powder metallurgy process characteristics
Powder metallurgy is a process technology for producing metal materials, composites, and various types of articles by forming or sintering metal or metal powder (or a mixture of metal powder and non-metal powder). Powder metallurgy generally undergoes three major processes of powder mixing, forming and sintering (see Figure 1). Powder metallurgy is similar to the production of ceramics, so a series of new powder metallurgy techniques can also be used for the preparation of ceramic materials. Due to the advantages of powder metallurgy technology, it has become the key to solving new material problems and plays a decisive role in the development of new materials.
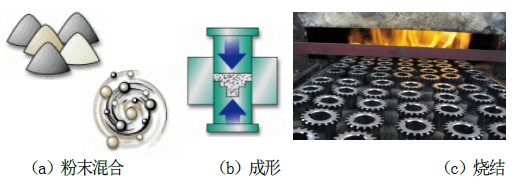
Figure 1 Powder metallurgy process
1. Advantages of powder metallurgy
Compared with traditional processes, powder metallurgy has the following eight advantages:
(1) The raw material of self-lubricating powder metallurgy is a mixture of powders of iron powder, copper powder, nickel powder and graphite. Since the density is about 6.5-7.5 g/cm3 during the pressure forming process, there are pores inside the parts, and these pores are It has a self-lubricating effect in the case of oil filling. Relative wear resistance is also good due to the presence of pores.
(2) Small, non-cutting metal forming process? Powder metallurgy parts are pressed by die during pressing, and the product has a high level of precision. Generally, it can be used without metal cutting or a small amount of metal cutting.
(3) Energy saving can save energy by 60% compared with manufacturing 1kg mechanical parts.
(4) The utilization rate of material materials is over 95%. As shown in the attached table, a vehicle transmission fork is also manufactured. When the forging process is used, the material utilization rate is 68%. In the powder metallurgy process, the material utilization rate is 97%, and the process is reduced from nine to five. Road.
(5) Non-polluting powder metallurgy process, no emission problems in the production process, green and environmental protection.
Forging and powder metallurgy process comparison 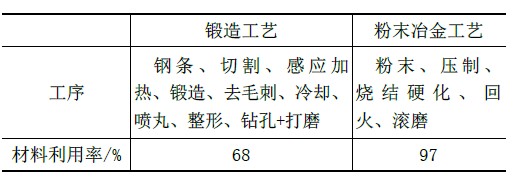
(7) High-efficiency compression molding, forming speed of about 5 to 24 pieces/min, which is very suitable for mass production of automotive parts .
(8) Good interchangeability Because it is molded, the consistency is very good and the products are easy to interchange.
2. Powder metallurgy parts strength
Due to the existence of pores in powder metallurgy parts, general engineering and technical personnel have doubts about the strength of powder metallurgy materials, and it is considered that the strength of powder metallurgy materials is lower than that of steel. In fact, the strength of powder metallurgy parts has a series of standards that can fully meet the technical requirements of different automotive parts . According to the US MPIF standard, the strength of powder metallurgy materials is about 170 to 1240 MPa depending on the material formulation and density.
Powder metallurgy in automotive applications
At present, the average powder metallurgy product usage per car in Europe is 14kg, Japan is 9kg, the United States has reached 19.5kg or more, and it is expected to reach 22kg in the next few years. At present, the average amount of powder metallurgy products per automobile in China is only 5-6 kg. Considering the factors of energy saving and emission reduction, domestic enterprises should use powder metallurgy to produce auto parts .
The distribution of powder metallurgy parts in automobiles is shown in Figure 2.
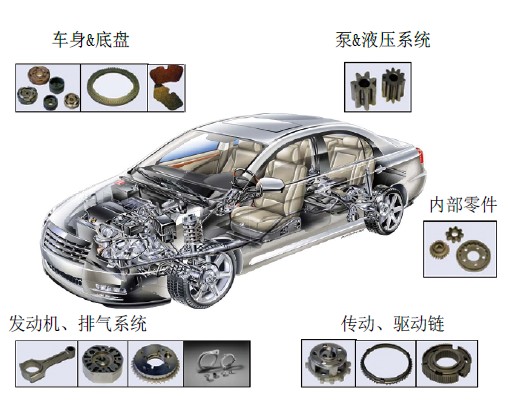
Figure 2 Distribution of powder metallurgy parts in automobiles
Among them, there are shock absorber parts, guides, pistons and low valve seats in the chassis; ABS sensors, brake pads, etc. in the brake system; pump parts mainly include key components in fuel pump, oil pump and transmission pump; engine There are conduits, races, connecting rods, housings, variable valve timing system (VVT) key components and exhaust pipe bearings, etc.; the transmission has components such as synchronous hub and planetary carrier.
With the improvement of energy-saving and emission-reduction requirements for automobiles, in recent years, VVT parts, variable pumps and brake vacuum booster pump parts have been widely developed and applied in these three categories of energy-saving and emission-reduction auto parts .
1.VVT powder metallurgy parts
VVT or VCT (Variable Cam Timing System) adjusts the phase of the engine cam through the equipped control and execution system, so that the valve opening and closing time changes with the engine speed to improve the charging efficiency. , a system that increases engine power. The principle is to adjust the intake and exhaust volume and valve opening and closing time and angle according to the operation of the engine to optimize the amount of incoming air, improve combustion efficiency and reduce emissions. Its advantages are fuel economy and power boost.
In 1980, Alfa Romeo first used VVT technology; in 1989, Honda first used VVT technology with variable valve lift capability; in 2001, BMW replaced VTL technology for the first time.
There are different names for the various auto companies in the technology, such as Toyota's VVT-i, Honda's VTEC and i-VTEC, Mitsubishi's MIVEC, Nissan's CVVT, and European and American companies' VCTs, which are different technologies.
The actuators of the VVT ​​or VCT system—the core component sprocket, stator, rotor (see Figure 3) and end caps in the phaser are mostly powder metallurgy.

(a) VVT assembly (b) Timing sprocket (c) Rotor (inner) and stator (outer) group Figure 3 Variable oil pump powder metallurgy parts
2. Powder metallurgy parts in the oil pump
At present, most of the engine oil pump and the automatic transmission oil pump are quantitative oil pumps, and the quantitative oil pumps are generally various structures such as an external gear pump, an internal meshing cycloid pump or an internal gear pump.
For the quantitative oil pump, the oil output increases with the increase of the engine speed, and the two are linear. In order to ensure the minimum oil output at low speed and the minimum oil pressure at high speed, the oil pump will be designed to be larger, which puts higher requirements on the layout of the engine compartment. At the same time, when the engine is at high speed, excess oil will return from the oil circuit, resulting in increased engine power consumption. The variable oil pump will adjust the oil pressure and oil quantity according to the working condition of the engine, so as to achieve the purpose of fuel saving.
According to the research data, in the engine with fixed displacement oil pump, when the speed is >2500r/min, about 50% of the power oil flows directly back to the oil pump inlet or oil sump through the pressure relief valve, bringing energy. Waste; the use of variable oil pumps instead of quantitative oil pumps can generally save 2% to 5% of fuel, and CO2 emissions by 1% to 2%.
Variable displacement pumps generally have a type of structure such as an external gear pump, a vane pump, and a vane pump. External gear pump such as Volkswagen's EA888 project, in which one gear is axially fixed, and the other gear is axially adjusted with pressure. When idling, both gears are meshed. When the speed is increased, the pressure of the pump is also When the pressure is raised, the gear meshing portion of the compression spring is shortened, so that the flow rate of the oil pump can be adjusted at any time. The gears of such pumps are manufactured by powder metallurgy.
The vane type variable pump (see Fig. 4) is mainly composed of a stator, a rotor and a blade, wherein the stator and the rotor are both powder metallurgy parts. The vane type variable pump works by adjusting the eccentricity by pressure to adjust the flow.
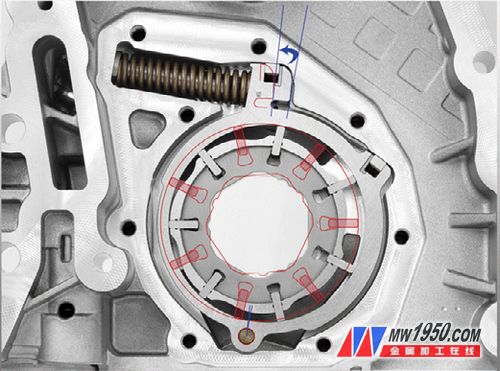
Figure 4 Blade variable pump structure

(a) Structure (b) Powder metallurgy parts Figure 5 Vane type variable pump
Vehicles equipped with gasoline engines, because the engine is ignited, can generate high vacuum pressure in the intake manifold, which can provide sufficient vacuum source for the vacuum assisted braking system. Most of the current vacuum pumps are connected to the intake manifold. Where.
In order to meet the high emission and environmental protection requirements, the gasoline direct injection engine cannot provide the same level of vacuum pressure at the intake manifold to meet the requirements of the vacuum brake boosting system. Therefore, a vacuum pump needs to be installed. For diesel-driven vehicles, the same level of vacuum pressure cannot be provided at the intake manifold because the engine is pressure-combusted, so a vacuum pump is required to provide a vacuum source. The power of this vacuum pump (see Figure 6) is obtained directly from the engine. The power is driven by the powder metallurgy coupling to drive the powder metallurgy rotor (see Figure 7) and then drive the plastic valve. The rotor and the pump chamber have a certain amount of eccentricity. The rotation of the valve plate generates a vacuum, and finally the brake assisting effect is completed. This type of vacuum pump was developed primarily to meet the high emission requirements of gasoline and diesel engines, and has played a role in reducing emissions.

Figure 6 vacuum pump

Figure 7 Powder metallurgy coupling and rotor
With the development of China's automobile industry, more and more metal parts can be produced by powder metallurgy process. Powder metallurgy has gradually accepted the mass production of the automotive industry due to the eight advantages mentioned above. The improvement of the energy saving and emission reduction requirements of the automotive industry has in turn promoted the development of the powder metallurgy industry. It is hoped that the powder metallurgy industry can contribute more to energy saving and emission reduction in China's automobile industry. It is also hoped that the green powder metallurgy process will bring us a blue sky.
The steel grating be welded to products . Normally, hot galvanizing will be carried out after end welding process. The range PH6 to PH12.5, a stable protective film will be formed on the zinc surface, the hot dipped galvanized steel grating has good anti-corrosive property. Of course, the steel grating also have other surface treatment, for example painted and powder coated .
Steel grating can be cutting to different kinds of shape as per your special needs.
Steel grating including flat grating, 'I' shape grating, serrated grating.
In generally , the steel grating be used as stair tread, platform, fence, trench cover, ceiling, etc.
The advantage of steel grating :
firm welding
smooth surface
high strength


Steel Grating
Steel Grating,Stainless Steel Grating,Galvanized Steel Grating,Hot Dipped Galvanized Steel Grating
ANPING COUNTY SHANGCHEN WIREMESH PRODUCTS CO.,LTD , http://www.scwiremesh.com