
Austenitic stainless steels are widely used in the industry, especially for some of the chemical industry's overcurrent components are generally austenitic stainless steel or other corrosion-resistant stainless steel. Our company produces chemical pumps. Many parts are mainly made of austenitic stainless steel, and most of them are processed by castings. Since the stainless steel surface of the casting is not bright enough relative to the processing surface, it is commonly called “black skin†in our company. This article focuses on the processing of austenitic and duplex stainless steels, hereinafter referred to as "stainless steel". The machinability of stainless steel is extremely poor, and the hardness of "black skin" is high, which has become a difficult point in the processing of stainless steel castings.
1. The formation of "black skin"
After the stainless steel castings are cast and formed, they need to be processed by sand cleaning, grinding, heat treatment and shot blasting, then acid-washed and passivated, and the surface forms a dense oxide film. The color of the skin is not bright enough relative to the processed surface to form a “black skinâ€. .
2. Processing difficulties
(1) After the stainless steel castings pass the shot blasting and pickling passivation, the surface forms a dense oxide film. After testing, the "black skin" hardness reaches about 380HBW, the hardness is high, and the general blade is difficult to bear. At the same time, there is an uneven pouring riser. For the cutting edge, the intermittent cutting is formed, which determines that the hardness of the blade itself cannot be too hard, which greatly increases the processing difficulty.
(2) Stainless steel itself is a difficult material to process. Compared with carbon steel, it is easy to stick to the knife. It has high toughness and plasticity, and it is not easy to break the chip. It mainly has the following characteristics:
First, work hardening is severe. Because the plasticity of stainless steel is large, the lattice is twisted during plastic deformation, and the strengthening coefficient is large; and the austenite is not stable enough, part of the austenite will be transformed into martensite under the action of cutting stress; Under the action of cutting heat, it is easy to decompose and has a dispersion distribution, which causes a hardened layer to be produced during cutting. The depth of the work hardened layer can reach 1 / 3 or more of the depth of cut; the hardness of the hardened layer is increased by 1.4 to 2. 2 times. The work hardening phenomenon caused by the previous feed or the previous process seriously affects the smooth progress of the subsequent process. In stainless steel, the work hardening phenomenon of austenite and duplex stainless steel (austenite + ferrite) is most prominent.
Second, the cutting force is large. Stainless steel, which has an elongation of more than 1.5 times that of 45 steel, increases the cutting force. At the same time, stainless steel has severe work hardening and high heat strength, which further increases the cutting resistance, and the curling and breaking of the chips is also difficult. Therefore, the cutting force of the processed stainless steel is large.
Third, the cutting temperature is high. Plastic deformation during cutting and friction with the tool are very large, resulting in more cutting heat; plus the thermal conductivity of stainless steel is about 1/3 of 45 steel, a large amount of cutting heat is concentrated in the cutting area and the blade-to-chip contact interface On the top, the heat dissipation conditions are poor. Under the same conditions, the cutting temperature of stainless steel is about 200 °C higher than that of 45 steel. Stainless steel has poor thermal conductivity. During the processing, the heat of the chips is less, the blades are affected by the temperature, the blades are easily overheated, and the wear of the blades is accelerated.
Fourth, the chips are not easily broken and easy to bond. The plasticity and toughness of stainless steel are very large, and the continuous cutting of the chips during the machining process not only affects the smooth operation of the machine, but also smashes the processed surface.
Under high temperature and high pressure, stainless steel has strong affinity with other metals, which is easy to cause adhesion and form built-up edge, which not only aggravates the tool wear, but also tears and deteriorates the processed surface.
Fifth, the tool is prone to wear. The affinity in the process of cutting stainless steel causes the bond between the knives and the chips to spread and spread, which causes the tool to produce adhesive wear and diffusion wear, resulting in cratering on the rake face of the tool, and the cutting edge also forms minute flaking and gaps. In addition to the high hardness of the carbides in stainless steel (such as TiC), direct contact with the tool during cutting, friction, scratching the tool, and work hardening will increase the tool wear.
(3) Stainless steel has a large coefficient of linear expansion. The coefficient of linear expansion of stainless steel is about 1.5 times that of carbon steel. Under the action of cutting temperature, the workpiece is prone to thermal deformation and the dimensional accuracy is difficult to control.
(4) It is processed by boring and milling machine TX68 and TX6111C, and can not add cutting fluid, which directly increases the processing difficulty.
3. Process test
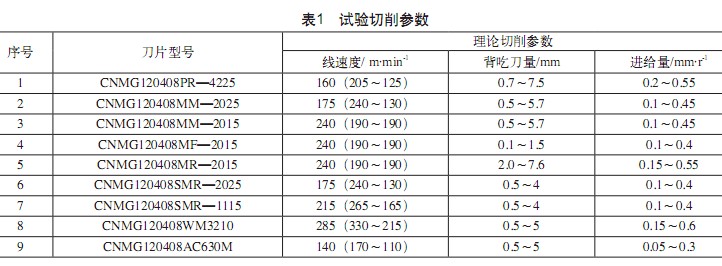
(1) Blade selection, according to the above analysis of stainless steel processing difficulty, if the blade material is not hard enough, it will be worn quickly, if it is too hard to withstand intermittent impact. The blade that is required to be selected has high strength, high temperature resistance and good toughness. In combination with the above features, the following types of blades are tested. The data is shown in Table 1.
(2) The equipment is processed by TX68 and TX6111C boring and milling machine.
(3) Cutting parameter selection.
The influence of cutting three factors on the tool has technical statistics. The cutting speed increases by 20% and the blade wear increases by 50%; the feed rate increases by 20%, the blade wear increases by 20%; the depth of cut increases by 50%, and the blade wear increases by 20%. According to the degree of influence of the three elements of cutting on the blade, select reasonable cutting parameters: refer to the theoretical cutting parameters, according to the theoretical value of 60% to 70%.
Using different back-feeding knives, the processing of "black leather" backing knife amount is up to 5mm (because the surface of the casting is not flat, the amount of back knives is uneven); the amount of rough processing back is 4mm; the amount of finishing backing knife is 0.5 Mm. Since the blade breakage is at the point where the blade line is in contact with the material, the blade can be fully utilized by using different amounts of backing.
4. Test results
The blade appears in the following four ways: blade edge breakage, tool tip wear, blade chipping, and blade edge wear (see attached drawing). The test results are shown in Table 2.

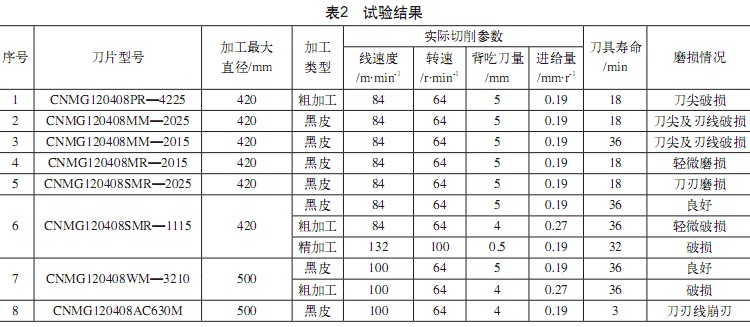
Finally, the blade CNMG120408-SMR-1115 was selected for “black skin†processing and roughing; the problem of hard and difficult machining of stainless steel “black skin†was solved, and it could be used for interrupted cutting. For 1115 material, PVD coating fine grain hard Alloy. The base body has high heat hardness and good resistance to plastic deformation, and also has excellent cutting edge safety. The thin PVD oxide coating has a very high adhesion to the sharp cutting edge, making it excellent in wear resistance when processing viscous materials. This guarantees high toughness, uniform rear blade wear and high performance. Select CNMG120404-MF-2015 for finishing. It has good chip breaking function for stainless steel machining MF groove shape, especially for “sticky†materials.
2015 CVD coated carbide grade for stainless steel finishing and roughing. The high-temperature base and wear-resistant coating make this grade the first choice for continuous cutting at medium or high cutting speeds.
Wire Mesh Fence is usually divided into Galvanized Wire fence, PVC coated fence, frame fence. With refined design, lower prices, convenient installation, this kind of item is very favorable for the users. Using high quality steel as raw material, the welded panels is very plain and strong resistance strength. Good corrosion resistance, anti aging, nice appearance, easy and quick installation. Mainly for barrier and fencing along the residential, garden and borders. fencing of highway, railway, airport.
Wire Mesh Fence,Stainless Steel Wire Mesh Fence,Security Wire Mesh Fence,Reinforcing Welded Wire Mesh Fence
Anping Sanxing Wire Mesh Factory , https://www.sanxingwiremesh.com