
Abstract: This paper analyzes the relationship between HAF603-2007 and ASME IX-2004 QW Chapter 3 welding skill assessment, expounds their respective management characteristics, and briefly points out the differences between them, for correct understanding and implementation. Support and assistance for the qualification and management of welders and welding operators for AP1000 nuclear safety equipment.
Key words: nuclear safety equipment; welding; evaluation, HAF603; ASME IX
0 preface
The AP1000 project built in China is the world's first third-generation passive nuclear power project. Its nuclear island is designed by US Westinghouse in accordance with US regulations and standards. Most nuclear safety equipment is manufactured and installed in accordance with ASME IX. Welding operator assessment, and China's "Nuclear Nuclear Safety Equipment Welder Welding Operator Management Regulations" (HAF603) is a nuclear safety regulation that must be observed. Therefore, correctly understand the requirements of standards and regulations for welder management, and do a good job in welder qualification. The important guarantee of the quality of nuclear safety equipment is also an important guarantee for the safety of nuclear power plants.
1 document nature
HAF 603 (hereinafter referred to as the statute) and ASME IX (hereinafter referred to as the standard) are two types of documents of different natures, which are in different positions in the nuclear power regulatory standards system of their respective countries.
The US nuclear power regulatory system is divided into five levels, from high to low, followed by the atomic energy law, federal regulations, the US Nuclear Regulatory Commission (NRC) management guidelines, NRC technical documents and US nuclear power standards and norms; The federal regulations belong to the second level, which has legal effect in the United States; the fifth level of standards and norms are technical documents that implement regulations and guidelines, and ASME IX belongs to this level.
China's nuclear power regulations and guidelines system includes national laws, administrative regulations, departmental regulations, safety guidelines, and technical documents. According to Article 71 of China's "Legislative Law", the departments, committees, the People's Bank of China, the National Audit Office, and the directly affiliated institutions with administrative functions shall, in accordance with the law and the administrative regulations, decisions, and orders of the State Council, The legislative documents formulated within the department are departmental regulations. From the perspective of the normative object of China's "Legislation Law", departmental regulations are one of the manifestations of legislation. HAF603 is promulgated by the State Environmental Protection Administration and belongs to the regulatory documents (department regulations). It is equivalent to the second level of documents in the US system, which takes precedence over the requirements of ASME IX.
The different nature of the document determines that the ASME IX standard is based on scientific technology, practical experience, and the results of consensus by relevant parties. It needs to be updated regularly (every 3 years) to fully absorb the lessons learned from scientific and technological progress and engineering practice; HAF603 is based on the above-mentioned first-level legal documents and reflects the will of the state. It is enforced. It will not be revised periodically after it is released. It will remain valid until the documents are invalidated.
2 Purpose and scope of application
The purpose of HAF603 is to strengthen the qualification management of welders and welding operators of civil nuclear safety equipment, to ensure the welding quality of civil nuclear safety equipment, and to be suitable for welders and welding operators engaged in the welding activities of civil nuclear safety equipment in China.
The purpose of ASME IX is to determine the welder's ability to weld high-quality weld metal, and the welder operator's ability to operate the welding equipment. It is suitable for construction in accordance with ASME Boiler Pressure Vessel Code and ASME B31 Pressure Piping Code, or other requirements. The work of the ASME IX standard is primarily for the development of WPS and the qualification of welding processes, welders and welder operators for various types of manual or mechanized welding methods permitted by the ASME Code.
It can be seen that the common purpose of both is to ensure that the welding tool has the ability to complete the welding work as required, but the standard has a wider scope of application than the regulations, and the regulations also pay attention to welder management in addition to the welder evaluation.
3 Assessment agencies and responsibilities
In terms of welder and welding operator assessment (exam) and management responsibilities, the requirements of regulations and standards are quite different. The regulations emphasize the national nuclear safety regulatory authority (National Nuclear Safety Administration) and the third party designated by it (test center) Supervising and implementing welder assessment; the standard emphasizes that each manufacturer, contractor (including assembler and installer) should be responsible for the welder and welder operator who is welding the qualified weldment that meets the requirements with the process. This responsibility cannot be delegated to other organizations. The requirements of the standard fully reflect the nuclear power quality assurance that “the main responsibility for the quality to be achieved is the responsibility of the work, not the personnel who verify the qualityâ€. The rules of the law reflect the supervision of “four thingsâ€. The idea, this difference is in line with the actual situation of the respective countries, there is no problem of superiority and inferiority.
The regulations stipulate the responsibility of the nuclear safety supervision department and the assessment center of the State Council in the examination and management of welders, but do not specify the responsibilities of the welders' employers. The standard specifies the responsibility of the manufacturer, contractor, assembler or installer in the assessment of the welder, and does not mention other third parties except that the assessment record is provided to the authorized inspector by the manufacturer or contractor; The standard requires an assessment of the welder and welder operating skill according to the qualified WPS, and this WPS is used by the organization to construct a welded structure that meets the specifications. When the test piece is welded, it shall be at the manufacturer, contractor. Under the overall supervision and management of the assembler or installer, the manufacturer, contractor, assembler or installer is not allowed to transfer the welding work to another organization, and the regulations stipulate that the assessment center shall prepare or confirm the welder and weld. The welding procedure specification for the operator's test and the organization of the welder's assessment are very different.
4 pairs of welders' requirements
There are no specific requirements for the welders and welding operators who intend to engage in the welding activities of civil nuclear safety equipment. The regulations require that they have certain capabilities, such as: having junior high school or above junior high school education, good health, and ability to follow the welding procedure. Operation, ability to independently work as a welding, etc., and should submit an application for examination to the assessment center, fully respecting the willingness and enthusiasm of the individual to engage in the work, and embodying the emphasis on the quality of the welder, which is the nuclear safety culture in the welder assessment The embodiment of work.
5 theoretical examination requirements
The standard only specifies guidelines for skill assessment for welders and welding operators, and does not require theoretical examinations.
The regulations clearly stipulate that the welder and welding operator exams include theoretical knowledge and operational skills. The theoretical knowledge test includes basic theoretical knowledge test and special theoretical knowledge test. Among them, the basic theoretical test includes: basic knowledge of nuclear power system (including knowledge of radiation protection). ), basic knowledge of nuclear power quality assurance, knowledge of civil nuclear safety equipment (eg equipment categories and nuclear safety levels, manufacturing standards and welding procedures, and major manufacturing technical requirements, etc.), requirements for the use and maintenance of welding equipment, devices and measuring instruments, The form, performance and influencing factors of the welded joint, weld code and pattern identification, causes of welding stress and deformation, preventive measures, welding safety technology, etc. The welder's basic theoretical knowledge examination is valid for 3 years.
In order to further improve the welder's assessment work, the National Nuclear Safety Administration issued the "Notice on Doing a Good Job in the Qualification Management of Welder Welding Operators for Civil Nuclear Safety Equipment" (National Nuclear Safety [2010] No. 28) in February 2010. The “Management Procedures for Welding Operators of Welders for Civil Nuclear Safety Equipment†was formulated. The “Testing Procedures for Welders†in Annex I of this procedure puts forward more detailed requirements.
It can be seen from the content and requirements of the theoretical examination that China has high requirements for the quality of nuclear safety welders, not only familiar with the knowledge of welding processes, materials and equipment, but also the nuclear safety equipment and systems of nuclear power plants. Manufacturing requirements, especially with minimum quality assurance and radiation protection knowledge, is another embodiment of safety culture in China's welder evaluation, and is an important guarantee for maintaining a high-quality welder team and manufacturing high-quality nuclear-grade equipment. The objective reality of nuclear power development status, equipment manufacturing level and personnel quality are compatible.
6 Qualification Management 6.1 Qualification Acquisition and Validity Period
The regulations require welders and welding operators to pass the theoretical knowledge and skill examinations. After examination and confirmation by the nuclear safety supervision department of the State Council, after the qualification is granted, the welder is qualified for the examinations. The welder qualification certificate is valid for 3 years.
The standard only requires qualifications to be qualified, and there is no validity period unless there is a suspension of the qualifications specified in the standard (QW322.1); in addition, the following conditions can be met and passed the test:
1) If the test piece for WPS evaluation meets the requirements of QW200, the welder who welds the test piece (the evaluation range is according to QW304) and the welder operator (the evaluation range is based on QW305) is considered to be qualified.
2) For manual arc welding, semi-automatic submerged arc welding, tungsten gas shielded welding, plasma arc welding, gas metal arc welding (except for short circuit transition type) or a combination of these methods, welders of groove welds, except for parent metal In addition to several special categories, radiographic testing can be used for eligibility assessment.
3) A welder uses the above-mentioned welding method (welding method indicated by QW304) and the arc transition form to perform the skill assessment of the welder on the first weld of the product to be welded with a length of at least 6 in.
In terms of qualifications, the requirements of the regulations are more stringent. In addition to the visual inspection, the test pieces shall be tested for other items. The welds of the groove shall be subjected to mechanical performance tests, and shall not be replaced by radiographic inspection. Moreover, unqualified shall not be allowed. The welder performs product welding.
6.2 Qualification Suspension and Cancellation
1) The regulations for the suspension and cancellation of welder qualifications are as follows:
a) If the welding work is interrupted continuously for more than three months, the welder and the welding operator shall automatically fail the qualification certificate; if the welding work corresponding to the continuous interruption of the qualified test item exceeds six months, the welder and the welding operator shall hold the corresponding examination in the qualification certificate. The qualified record of the project is automatically invalidated.
b) If the welders and welding operators of civil nuclear safety equipment are engaged in welding activities beyond the scope of the qualified test items, the nuclear safety supervision department of the State Council shall order them to stop the welding activities of civil nuclear safety equipment, and shall be in accordance with the Regulations on the Supervision and Administration of Civil Nuclear Safety Equipment. The provisions of Article 19 shall impose penalties on the employer.
c) If the welder or welding operator of civil nuclear safety equipment violates the operating procedures and causes serious welding quality problems, the nuclear safety supervision department of the State Council shall revoke its qualification certificate.
d) If the welder or welding operator of civil nuclear safety equipment has fraudulent behavior, the assessment center shall cancel its examination qualification and suspend the examination for one year.
2) The requirements for the suspension and cancellation of standards for welders are as follows:
a) If a welding method has not been operated for six months or longer, the qualification of the welding method is suspended.
b) If there are special reasons to suspect that he is not qualified to weld a weld that meets the requirements of the specification, then the qualification for welding that he is engaged in in the specification shall be cancelled.
It can be seen that the regulations on the suspension and cancellation of qualifications are more stringent, and penalties are imposed for violations of discipline and discipline, which is compatible with the nature of the documents of the regulations, and the standards cannot impose penalties.
6.3 Retest / Retake
1) If the regulations stipulate that the welder or welding operator's operation skill test is unqualified, it is allowed to retake the test once within one month. Those who fail to pass the exam may apply for the exam again, but the interval between the previous exams shall not be less than three months.
2) Standards, such as welders or welder operators, in the test, if one or more of the requirements are not met (tests specified in QW304 or QW305), they can be retested according to the following conditions:
a) Immediate retest for visual inspection If the test specimen is not tested by the appearance of QW302.4, it shall be retested by visual inspection before the mechanical test. If the retest is carried out immediately, the welder or welder operator shall continuously weld two pieces of test pieces for each unqualified position. All the test pieces shall pass the visual inspection requirements, and the inspector shall try each set of tests through the appearance inspection. Select a test piece for mechanical performance test.
b) Immediate retesting with mechanical properties test If the evaluated test piece cannot pass the mechanical properties test of QW302.1, it should be retested by mechanical properties test. If the retest is carried out immediately, the welder or welder operator shall continuously weld two test pieces for each unqualified position, and all test pieces shall pass the test requirements.
c) Immediately retesting by radiographic examination If the specimens assessed cannot pass the radiographic examination of QW302.2, they should be retested immediately by radiographic inspection.
d) Further training retest If the welder or welder operator is further trained or practiced, a new test should be carried out at each location where he has failed in the past.
It can be seen that for the retest project, the regulations do not have the requirement to immediately retake the test. It is only allowed to retake the test within one month. There is no time limit for the standard retest, but there is a requirement for the number of welded test pieces. For further training, the regulations stipulate If the retest is unqualified, you can re-apply for at least 3 months, that is, you should have at least 3 months to improve the welder's skills. The standard does not stipulate the unqualified test, and there is no mandatory requirement for training time. According to the actual situation of welder skill improvement, the requirements of the regulations can ensure that the welder is fully retrained. In fact, the requirements for the immediate retest of the mechanical properties test and the immediate retest of the radiographic test are basically the same as those required by the regulations within one month, because within one month, the radiation test and mechanical properties test should be able to Give the results, but not necessarily the results will be given immediately on the day of the test.
6.4 Requalification
1) Regulations:
a) If the qualification period expires, welders and welding operators who do not meet the extension conditions or extend the expiration period, and need to continue to engage in welding work, they may apply again and re-evaluate.
b) If the qualification suspension and the test item are invalid, they shall be re-evaluated.
c) If the welder or welding operator of the civil nuclear safety equipment has fraudulent behavior, the assessment center shall cancel the examination qualification and suspend the examination for one year.
2) Standards for qualification re-scoring qualifications for suspension and cancellation:
a) The re-evaluation of the qualification suspension has not been operated for a welding method for six months or longer (QW322.1(a)), and the suspension qualification should be re-evaluated, according to (QW301 and QW302 It is required to weld a test piece of a plate or tube at any position with any material, thickness or diameter, and these variables and other variables are in the qualifications that he originally assessed, such as re-testing, the original evaluation The qualification of this welding method is all qualified. If the conditions of QW304 and QW305 can be met, the re-evaluation can be carried out on the weld of the product.
b) Re-evaluation of qualification cancellation For welders or welding operators who have been disqualified (according to QW322.1(b)), the assessment shall be carried out using specimens suitable for welding in the product, according to QW301 and QW302. Welding and testing are required, and if the retest is passed, the qualification is restored.
The standard has different requirements for qualification suspension and qualification cancellation. Due to various factors, when the welder skill change cannot be determined, it must be re-evaluated; the regulations are relatively clear and concise, and must be re-evaluated regardless of whether the qualification is suspended or cancelled. Allows for evaluation on products and penalties for violations.
6.5 Practice requirements
1) Regulations:
a) Welders and welding operators can only engage in welding activities within the scope of the qualified test items.
b) Welders and welding operators shall not practise in more than two units at the same time. Where a certified welder or welding operator changes the employer, the employer shall submit an application for the change of the qualification certificate to the assessment center, and shall provide the opinions of the original employer, and replace the new qualification certificate with the approval of the nuclear safety supervision department of the State Council. The updated certificate validity period applies to the validity period of the original certificate.
2) Standards: Several manufacturers, contractors, assemblers or installers can simultaneously assess one or more welders or welder operators. When a welder or welder operator changes the employer, the new participant The organization shall verify that the welder has provided a certificate of continuity of conformity in accordance with QW322 from the date of the original employer's self-assessment.
In addition, in the assignment of ASEME III volume NB4323, it is stipulated that the welding procedure qualification of a certificate holder and the skill assessment test of welders and welder operators, except as specified in ASME IX volumes QW-201 and QW300.2. It is not possible to prove that these welding processes are acceptable to any other certificate holder, nor can they prove that these welders or welder operators can perform qualified welding for any other certificate holder.
It can be seen that, according to the requirements of the regulations, when the welder changes the employer, it needs to involve the assessment center, the original employer, and the safety supervision department. The process is more complicated, and the layers are strictly reviewed, which fully guarantees the grid and ability to determine the salary of the weld.
The standard requires new participating organizations to verify the welder's eligibility certificate at the original employer, emphasizing the responsibilities of the new employer, and the ASME standard (eg ASME III) requirements are prioritized and must be taken into account when managing the welder.
7 welding method
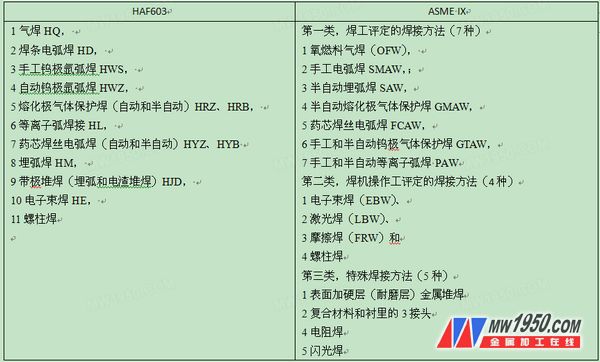
The classification of welding methods by regulations and standards is basically the same, but only slightly different. This is due to the different scope and focus of the two. The regulations only focus on the common methods of manufacturing and installation of nuclear safety equipment in China, without regard to other methods. The industry and regulations stipulate 11 welding methods; the standards are listed in three categories and 16 welding methods according to the different variables. The welding methods are classified in Table 1. It can be seen that the two have the following similarities and differences:
1) Regulations classify automatic and semi-automatic welding into one category. Standards classify manual and semi-automatic welding into one category, such as: fused gas shielded welding (automatic and semi-automatic) HRZ, HRB, and gas metal arc welding ( Automatic and semi-automatic) HRZ, HRB, standard manual and semi-automatic tungsten gas shielded welding GTAW, manual and semi-automatic plasma arc welding PAW.
2) The regulations clarify the manual tungsten argon arc welding HWS. The protective gas of the automatic tungsten argon arc welding HWZ is argon. The standard only specifies the manual and semi-automatic tungsten gas shielded welding GTAW. The type of shielding gas is not specified.
3) Regulations and standards Some naming methods are different, but the connotation is basically the same. For example, gas welding and electrode arc welding in the regulations are basically the same as oxyfuel gas welding and manual arc welding in the standard.
4) The regulations are classified according to the type of electrode, such as: electrode surfacing (submerged arc and electroslag surfacing HJD); the standard is classified according to the nature of the surfacing metal, such as: corrosion-resistant metal layer surfacing, wear-resistant metal Layer surfacing.
5) Standards specify laser welding (LBW), friction welding (FRW), resistance welding, flash welding, etc., and these methods are not described in the regulations.
6) For unlisted welding methods, the regulatory requirements assessment center shall report the newly added welding method classification code to the nuclear safety supervision department of the State Council for filing; the standard usually requires the recording of the corresponding WPS and related important variables.
Table 1 Welding method and code
8 base metal
The classification of the base metal in the regulations is applicable to materials such as rolling, forging and casting. The classification and code are shown in Table 2. The standards are classified according to the chemical composition, mechanical properties and weldability of the base metal. See the grouping of various alloy systems. table 3.
There are mainly the following differences in the classification of base metals by regulations and standards. This difference will result in the requirements of the welder's assessment and the difference between the criteria for determining the scope of application of the parent metal and the parent metal:
1) According to the characteristics of China's material classification, the regulations are based on the material grades of China, and examples of commonly used materials for nuclear power are given. The standard is based on the US material grades, which lists more detailed material classifications, which are not mutually compatible. Although both have the same material, such as SA508-3, the regulations are classified as Class III, and the standard designation P-No is also 3.
2) The regulations list austenitic, martensitic and ferritic stainless steels, but duplex stainless steels are not listed. The standard gives the P-No number of duplex stainless steel.
3) There are high and low classifications of the parent metal in the regulations. When the conditions are met, the high-level qualification can replace the low-level (such as: I~IV), while the standard has more classifications, but the level has no high or low points. The welder can even assess the group number associated with the impact performance.
4) Regulations that austenitic stainless steels are listed separately as one type cannot be evaluated with other steels and alloys, and the standard does not have such requirements. 5) The regulations include titanium, chromium, zirconium, cobalt, and high-chromium ferritic steels ( 17 to 26% Cr) are classified as special metals, giving the same category number, while the standard specifies different P-No
Table 2 Classification and code of HAF603 base metal 
Table 3 ASME IX material grouping 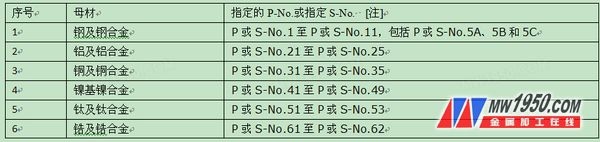
Note: S-No. has been removed in the 2010 supplement. In the future, ASME is not classified using S-No., and all materials used are given P-No.
9 test piece form and weld form
The main purpose of welding is to form a joint of sufficient strength between the joints. The welded joint is an inhomogeneous body composed of welds, heat-affected zones and base metals. The properties of the joints in different test piece forms, weld forms and joint forms It has a significant impact on the operation of the welder, and the correct operation of the welder is an important factor in the occurrence of welding defects. Therefore, it must be taken seriously when the welder is assessed to avoid unfavorable evaluation.
Standards and regulations are given. The test specimens can be in the form of plates, tubes and tubes-plates. The welds can be in the form of groove welds, fillet welds, surfacing welds. For pipes, standards and regulations are based on pipe outer diameter. According to the scope of application, the double-welded and partially-welded groove welds are regarded as the grooved groove weld test pieces, but there are still large differences in the requirements for the test piece and weld form evaluation:
1) When using pipe butt welds, the regulations stipulate that the welding weld outer diameter D is greater than 25mm. The test results of the pipe welds are applicable to the welds of the plates, while the standard stipulates that when the pipe (butt) groove welds are 2G (horizontal weld) For the full position evaluation of the 5G (horizontal fixed) two-position welded pipe assembly, 6in (DN150), 8in (DN200), 10in (DN250) or larger diameter pipe shall be used as the test piece.
2) When using the plate-shaped test piece for butt weld evaluation, the regulations stipulate that the test results of the plate-shaped test piece are applicable to pipes with an outer diameter of 500 mm or more, in flat welding (PA), horizontal fillet welding (PB) or horizontal welding (PC). After passing the test of the positional sheet test, it is applicable to the pipe with the outer diameter of the pipe of 150mm or more. The standard stipulation of the evaluation result of the plate test piece is applicable to the pipe with the outer diameter of more than 610mm, and the outer diameter applicable to the flat welding and the horizontal welding position is larger than A pipe equal to 72 mm and less than 610 mm.
3) Standard QW490 gives the definition of common terms related to welding. The definition is basically the same as the definition in AWS A3.0. Although it is slightly modified, it is still a complete system, and it is not easy to be ambiguous; The definition of terms does not specify the standard specifications on which the terms used are based. In the implementation process, the understanding of some concepts may be biased.
4) For the test piece form, the standard gives the test piece specifications and joint form requirements, such as: according to the joint form and size of the WPS test piece of any evaluation and the form and size given by the standard, in the preparation of the test piece It is more operative; the regulations do not specify the size of the joint, only the size of the test piece (HAF603 Annex 1, 1.8).
5) Standards have clear concepts and divisions for joint forms and weld forms, and qualifications are assessed and obtained in the form of welds (bevel welds, fillet welds, etc.) and test pieces (plates, tubes, etc.). The standard does not usually refer to the form of the joint.
6) The regulations put forward requirements for the joint welds, which is more strict. The trajectory of the welds is saddle-shaped, the bevel opening and welding operations of the welds are difficult, and there are high stress concentrations and residual stresses. It is easy to produce welding defects such as cracks; commonly used joint forms include: plug-in full-welded T-joint, T-joint with reinforcing ring, and corner joint for riding.
7) The regulations require welders to evaluate the form of welds corresponding to the form of most welds on the product, and the standard shall be used in addition to the test pieces intended to be welded in the product, except for the re-assessment after the qualification is cancelled. Others have no special regulations.
10 weld position
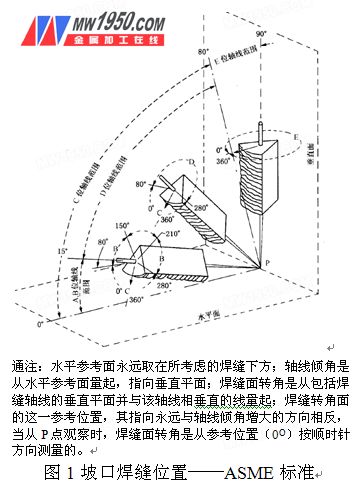
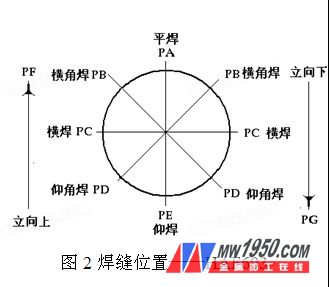
1) Standard weld seam (qualified weld) position and evaluation test weld position are clearly defined (take the groove weld as an example, see Table 4 and Figure 1), and the rule is to weld the fillet and the groove. The position of the weld is concentrated on a graph (see Figure 2). The weld position and the test weld position are not clearly distinguished, nor are the specific parameters of the weld axis and weld bead position.
Table 4 Groove Weld Position Table - ASME Standard 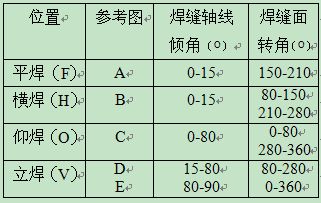
2) The regulations and standards are generally consistent with the evaluation of the test weld position. The regulations combine the welding direction with the position; the welding direction as an important variable in the standard is related to the welding method, such as SMAW, GTAW welding in the vertical welding position. Direction is an important change, but the vertical welding position of OFW is not an important change; for the fillet weld of the pipe, in addition to the fillet weld form of the pipe and the plate, the standard also gives the fillet weld form of the pipe and the pipe. The regulations only give the form of tube and plate fillet welds.
3) The assessment position and the qualification standards and regulations have their own regulations and characteristics for the assessment (examination) position and qualification requirements, regardless of the influence of welding methods and other variables, simply starting from the assessment position, with a simpler board - The evaluation of the up-weld weld of the groove weld is carried out as an example. It can be seen that the similarities and differences between the two are shown in Table 5 and Table 6.
Table 5 ASME Skills Assessment - Location and Diameter Range 
Table 6 HAF603 - Location and scope of application 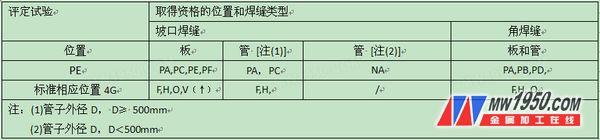
4) The welder qualification regulations for accessibility-limited welds do not require qualifications for welders operating in areas where accessibility is limited. Standard QW303.3 specifies the welder qualification at special locations, but it is not accessible. The restricted area welder rating gives unclear requirements; the US NRC's management guide RG1.071 sets out specific requirements. For nuclear 1, 2 and 3 equipment, the guidelines stipulate the implementation of confined spaces (eg in any direction) A welder with a welding operation of less than 30 cm), or a welder who requires an indirect method to observe the weld pool (eg, using a mirror), shall be evaluated for actual conditions. This specification, combined with the standard requirements, is more effective in ensuring the quality of welds in special locations.
11 Conclusion
In summary, in the respective nuclear power management systems of China and the United States, HAF603 and ASME IX are two documents of different natures and status, and their requirements for welding, qualification, acquisition, and re-evaluation are all required. There are significant differences. The two have established guidelines and systems for welder assessment and management from their respective perspectives and concepts. ASME is a relatively complete standard system, which is implemented as a reference standard in many countries in the West, and also in the world. Higher authority. HAF603 has been revised for the first time since 1995, and fully draws on the experience and characteristics of China's nuclear power development; therefore, in practice, especially the manufacture and installation of AP1000 nuclear safety equipment, only profound analysis of the differences between the two, fully understand its Management intentions and key points, taking into account the requirements of laws and standards, can correctly and effectively do the assessment and management of nuclear safety welders in China, cultivate excellent welders, and ensure the quality of welding and the safety of nuclear power plants.
[1] Civil nuclear safety equipment welder welding operator qualification management [S] State Environmental Protection Administration 2007.12
[2] Welding and brazing evaluation criteria [S] ASME Boiler and Pressure Vessel Commission Welding Subcommittee 2004.7
[3] Welder Qualification For Areas Of Limited Accessibility [S] US NUCLEAR REGULATORY COMMISSION March 2007
We diviided the led light according to the using eviiroment. Most of our product is the commercial LED Lighting
Commercial lighting is a term used to describe lighting that is used in commercial spaces, including auto dealerships, distribution centers, churches, factories, offices, and warehouses. Unlike residential lighting, commercial lighting is made to withstand more abuse and has a longer lifespan.
While the focus of residential lighting is often on aesthetics, commercial lighting is task orientated. Commercial lighting systems are designed based on what the application is. For example, in an office-type setting, you may see task lighting, which illuminates specific areas where employees need concentrated light to be able to perform their jobs.
Magnetic Spotlight,Magnetic Track Spotlight,Magnetic Track Led Spotlight,Magnetic Double Head Light
Jiangmen Dilin Lighting High-Tech Co., Ltd. , https://www.dilinlight.com