
3 curing system selection
3.1 low temperature curing system
As mentioned above, due to the initial decomposition temperature of APP(II) in the flame retardant system used in this study, between 170 and 180 °C, APP(II) may exist when the fire retardant coating solidifies into a film in this temperature range. The decomposition of the components causes bubbles on the surface of the coating film. If the curing temperature of the coating can be lowered to below 170 ° C or lower, it is possible to avoid this. Therefore, epoxy resin/polyester type (1#) and pure epoxy type (2#, 3#) low temperature curing type resin/curing agent combination were selected as film forming substrates in the research process, and the flame retardant system was studied at low temperature. The flame retardant fireproof effect in the curable powder coating is shown in Table 3.
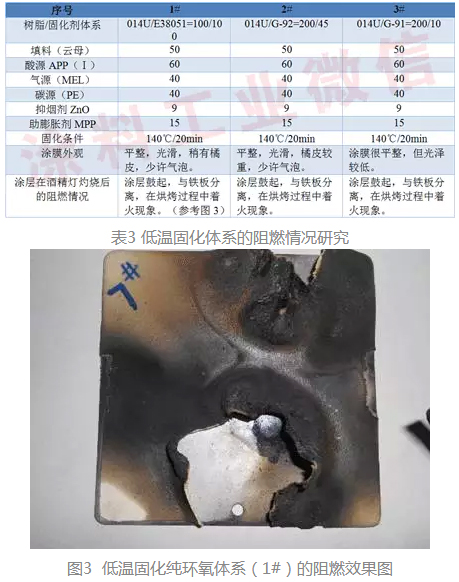
The results of the fire test (Fig. 3) show that although a relatively flat coating can be obtained under the low temperature curing system, the coating itself loses its flame retardant fire resistance, and the coating begins to burn when it is burned by the alcohol lamp, so this study does not use The low temperature curing system acts as a film forming substrate for the fire retardant coating.
3.2 Normal temperature curing system
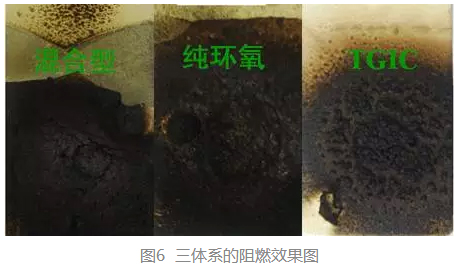
There are many resin/curing agent systems available at room temperature curing system. The comparative test of resin/curing agent system is preferred. Epoxy/polyester (mixed), pure epoxy and polyester/TGIC powder coatings were selected for comparative testing. The cold-rolled sheet was used as the substrate, and the curing condition was thermal spraying three times at 180 ° C to make the thickness reach 1000 um or more, and then curing at 180 ° C for 20 min. The appearance of the cured coating is shown in FIG. 4 and FIG. 5 .
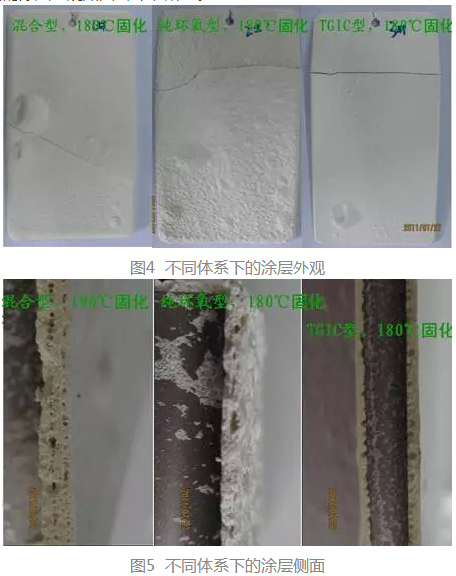
During the test, it was found that the coating film released a large amount of smoke during the baking and curing process, indicating that the components in the flame retardant were decomposed. From the appearance of the coating, the coatings under the three systems are all seriously degraded, and the TGIC system has a slightly better appearance, but the three systems have a serious bubble of the coating film, and small molecular swelling inside the coating film can also be observed from the side. Mark of. The above phenomenon indicates that the curing temperature is too high, and the ammonium polyphosphate in the flame retardant system is decomposed.
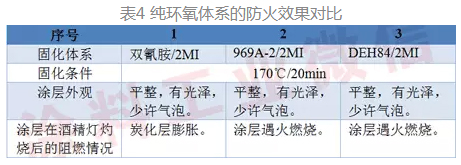
The burning test of the alcohol lamp was performed on the above cured workpiece, and the appearance of the coating after burning was as shown in FIG. 6. It can be seen from the photos of the coating film burned by the alcohol lamp that the three coatings are swollen after being burned by the alcohol lamp, but the effect is not obvious. This is because the acid source ammonium polyphosphate (APP) in the flame retardant system decomposes during the curing process, which in turn affects the N/P atomic ratio in the coating, thereby affecting the flame retardant expansion effect of the coating. To this end, it is desirable to reduce the cure temperature of conventional powder coating system coatings. In the above three general-purpose powder coating systems, the pure epoxy system can increase the reactivity by adding a curing accelerator without changing the resin/curing agent, thereby achieving the purpose of lowering the curing temperature, and the method is mature and simple. .
3.3 pure epoxy system
In this study, a general-purpose two-step E-12 epoxy resin 014U was selected, and the curing temperature of the coating was reduced by introducing a curing promoting (2MI) agent. The fire retardant effect of the coating under different curing agent systems was compared. The test results are shown in Table 4.
The test data of Table 4 shows that the cured coating film has a better appearance surface after the curing condition of the pure epoxy system is lowered to 170 ° C by introducing 2-methylimidazole (2MI). However, the fire protection effects of the coatings under different curing systems vary greatly. Figure 7 shows the appearance of the coating of the dicyandiamide system and the carbonization and swelling effect of the coating film after burning with the alcohol lamp.
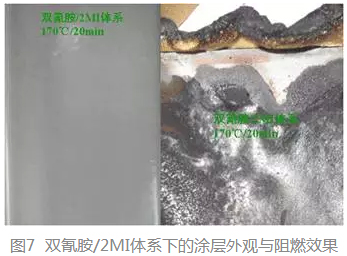
The test data of Figure 7 shows that the fire retarding effect of the dicyandiamide system is significantly better than that of the phenolic system, so dicyandiamide was used as the curing system of the epoxy resin in the subsequent research.
The test was carried out with dicyandiamide / 2MI as the curing system, and matched with various types of epoxy resin, the fireproof effect of the coating under different types of epoxy resin system was compared. The results are shown in Table 5.
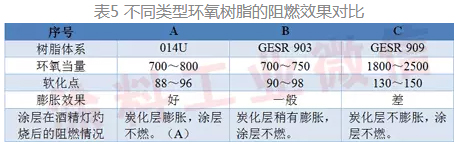
The test results in Table 5 show that Formulation A has a better expansion effect than Formulation B and Formulation C.
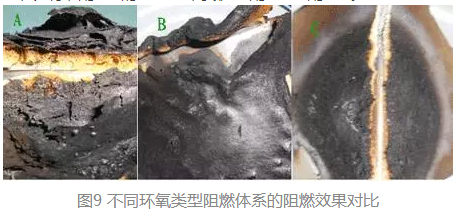
The test results show that the best expansion effect can be obtained when using Formula A. This is because the epoxy resin 014U has a lower softening point and a moderate epoxy density. The high epoxy equivalent epoxy resin has a low softening point (130 to 150 ° C), and the epoxy group density is low, and the expansion effect is not satisfactory. It is worth noting that the high epoxy equivalent epoxy resin even appears to separate and peel off the coating and the iron plate during the fire baking process. In addition, the high epoxy equivalent resin has a high softening point and a high hardness, and is melted in the melt. When the temperature rises sharply, once the temperature is not well controlled, the acid source polyphosphate ammonia in the flame retardant system will be decomposed, resulting in a change in the N/P ratio in the flame retardant system, thereby affecting the flame retardant and expansion effect of the coating. This is consistent with the special test phenomenon that irritating ammonia is often heard during the test.
In summary, 014U/dicyandiamide/2MI was selected as the base resin/curing agent system in the experiments after the study.
Pneumatic Butterfly Valve,Single/Double-Acting Ductile Iron,Soft Sealing Rubber Lining Valve,Pneumatic Clamping Of Actuator Valve
Zhejiang Meide Machinery Co.,Ltd , https://www.meidemachinery.com